

Understanding the Tools Included in a TIME-SERT Universal Head Bolt Kit
Wise Auto Tools - I wrote about a customer several years ago who wanted just the tap out of a 2200 kit. I had another one that asked "Can I buy just the thread tap out of the Time Sert 3700 kit?". We receive these types of calls frequently. The TIME-SERT 3700 kit, is the M11x2.0 Universal Head Bolt Thread Kit that we typically sell for many LS engines. I asked if he had the kit, and he replied, "Sure, I do." I said, "Well, okay, what's the number off of the tap?" However, I sensed there was a problem, I could tell he really didn't have a kit. He said it's an old kit and the numbers are worn off. It's just another case where the customer doesn't understand the reasons why ALL the tools in a kit should be used when installing TIME-SERT inserts.
Well, I said, "If I sell you the tap, it would cost approximately $150-200." He said, "WHAT? That much for a tap?" I explained that the individual pieces from the kit are more expensive when sold separately compared to buying a complete kit. However, if he really has a kit, he would be aware of the quality of the tooling and know that the tools are made in the USA. That makes them more expensive, but it doesn't compromise on quality. He mentioned that he's only doing a couple of inserts and doesn't need a complete kit, he had bought inserts somewhere and all he wanted was the tap. So now I know for sure that he doesn't have a kit and doesn't understand why the other tools are necessary. It's not that we don't want to make a sale; it's just that we're okay with losing a sale rather than selling something that won't help our customer successfully complete the job.
Here's a brief description explaining the main components included in a TIME-SERT Universal Head Bolt Kit and their uses. If you're performing the job, follow the step-by-step instructions in the kit you're using.
Drill Fixture - The drill fixture is a large metal plate (pictured at the top of the page) with holes in it. It is bolted to the block using some of the head bolt hole threads in the block that are still intact. Before tightening the bolts all the way, the Line-Up bushing is placed in the largest hole of the fixture and inserted into the hole to be repaired. This ensures that the core drill remains straight when drilling. If this setup is not used, the threads may not be straight, which can result in uneven clamping force and potential failure. Improperly seated cylinder head can lead to uneven pressure distribution and possible leaks in compression, coolant, or oil. Crooked thread repairs can weaken the integrity of the repaired threads, putting more stress on the threads one side of the hole. The customer I spoke with said, "I don't need that; I can drill straight." However, using the fixture plate ensures straight holes are reamed every time, leaving nothing to chance.
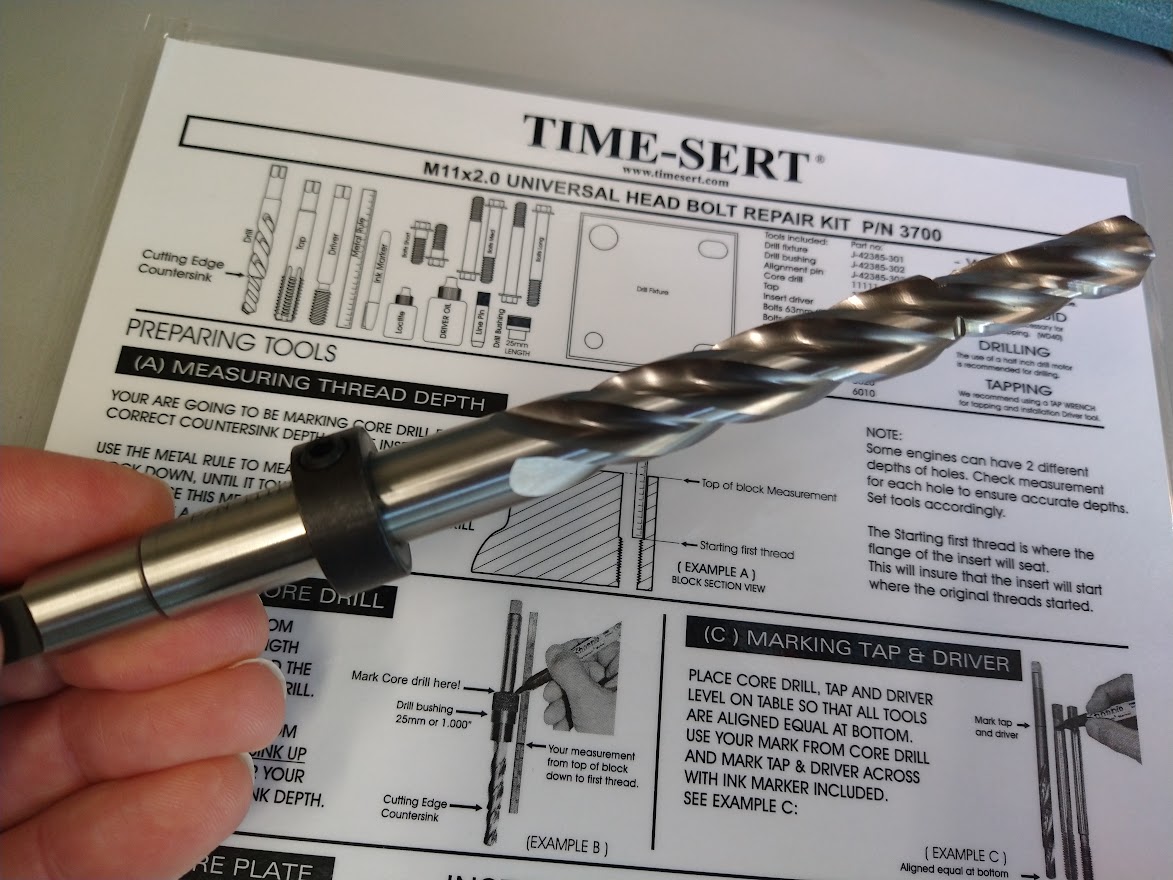
Core Drill - The core drill is a special drill bit. It not only serves as a reamer but also has a built-in step that creates a slight recess for the top of the insert. The customer I just spoke to didn't understand that for a hole to accept good threads from a tap, it needs to be properly sized and leave a smooth cylindrical surface.
For proper thread engagement, it is crucial to have a clean and precise hole. When tapping, the tap should fit smoothly into the hole, allowing the cutting edges to make contact with the material without any obstructions. If the hole has irregularities, such as burrs or rough surfaces, it can interfere with the tapping process and result in damaged or poorly formed threads
Thread Alignment: A smooth cylindrical hole ensures proper alignment of the tap. When the tap enters the hole, it should follow the same axis as the hole itself to create accurate and well-aligned threads. If the hole is not cylindrical or has deviations, it can cause the tap to veer off the desired thread path, resulting in crooked or misaligned threads.
Thread Quality: A smooth hole provides a consistent material surface for the tap to cut into, leading to better thread quality. The cutting edges of the tap need to remove material evenly as they move through the hole. If the hole has irregularities or variations in diameter, it can cause uneven cutting, resulting in threads with varying depths or rough surfaces. Smooth holes facilitate clean and precise cutting, producing high-quality threads.
Tap Longevity: Using a tap on a smooth hole extends its lifespan. When the tap encounters obstructions or rough surfaces, it undergoes more stress, leading to faster wear and potential breakage. A smooth hole reduces strain on the tap, allowing it to work more efficiently and last longer.
Thread Tap - An M11x2.0 tap in a 3700 kit is not the same as an M11x2.0 tap found in a tap and die set. The M11x2.0 tap in a tap and die set would match the inside of a TIME-SERT insert, NOT the outside diameter (OD) of the insert, which is needed to prepare the hole to accept the insert. Here are more reasons to use the correct tap.
Thread Preparation: The primary purpose of using a thread tap is to prepare the existing threaded hole or bore before installing the TIME-SERT insert. The tap helps clean out any debris, corrosion, or contaminants that may be present in the threads. It also ensures that the threads are clean and free of any obstructions, allowing for a proper fit and engagement of the insert.
Thread Alignment: The tap helps ensure proper alignment and accuracy of the threads. It establishes the correct pitch, diameter, and depth of the threads, which is essential for a precise fit of the TIME-SERT insert. Proper alignment is crucial to prevent cross-threading or misalignment, which could compromise the integrity of the insert and the component being repaired.
Insert Compatibility: The thread tap used for preparing the hole is designed to match the specifications of the TIME-SERT insert being installed. By using the designated tap, you ensure that the threads created are compatible with the insert, promoting a secure and reliable repair.
Thread Insert - If you've made it this far in the article, I'm sure you understand the reasons, importance, and benefits of the TIME-SERT insert. Here are a few more details.
Thread Restoration: In many cases, the need for a TIME-SERT insert arises when the original threads have been damaged or worn out. The thread tap helps restore the damaged threads by cutting new ones into the material. This process removes any damaged or compromised sections of the threads and creates fresh, clean threads for the insert to be installed.
TIME-SERT® is thin-walled due to synchronized internal-external threads. The thin cross-sectional area allows for installation in areas with limited space and clearance.
Installation Driver - The installation driver finishes the bottom threads. The customer I just spoke with did not understand the importance of this. I told him that the driver finishes the bottom threads, expands the bottom of the insert, locking it in place. He said he could just cut off the bottom of the insert! I asked, "Why would you remove the insert's ability to work?" I understand trying to save money, but if you spend money and time on a repair, why sabotage the outcome? Here are more details on what the TIME-SERT driver does.
The self-locking mechanism of TIME-SERT inserts is achieved through cold rolling the bottom internal threads. This process expands the bottom of the insert as well as mating external threads into the base material, effectively locking the insert in place. The cold rolling action helps ensure a secure and reliable thread repair by creating a tight fit between the insert and the surrounding material.
The use of cold rolling in this context refers to a "plastic deformation" process that occurs at room temperature, without the need for heating. It is a unique process used in TIME-SERT thread repair systems to enhance thread engagement and prevent the insert from loosening under stress or vibration.
Wise Auto Tools has been selling TIME-SERT products since 2005. If need replacement tools or inserts or would like assistance in choosing the correct thread repair kit for your project, please use our application look-up tool above, fill out our "Contact Us" page with your specifics, or call us at 800-734-8665.
Recent Posts
-

Clarifying the Time-Sert 5600 Triple Oversized Repair: A Case of Mistaken Tap Sizes
We recently had a customer call us, that was understandably confused about a Time-Sert thread repair …11th Jun 2026 -

Polyurea vs Epoxy Garage Floor Coating: Best Resurface for Garage Floor?
Here at WiseAutoTools.com, we usually cover things like spark plug thread repair and other aluminum …26th Feb 2026 -

Stripped Chevy Starter Bolt Threads?
A recent customer reached out after installing a rebuilt engine from Jasper Engines in a Chevy. The …19th Feb 2026